Mga produkto

Micro focus X-ray inspeksyon kagamitan X6800
Bentaha
Ang tinubdan sa X-ray nagsagop sa nag-unang Japanese Hamamatsu nga sirado nga X-ray tube, nga adunay taas nga kinabuhi ug walay maintenance.
Ang pagdawat sa X-ray nagsagop sa usa ka bag-ong henerasyon sa IRay 5-pulgada nga high-definition nga digital flat-panel detector, nga nagwagtang sa mga intensifier sa imahe.
Ang flat panel detector imbes sa entablado mahimong tilted 60 ° nga walay pagsakripisyo sa magnification.Automatic navigation window, diin gusto nimo makita kung asa i-klik.
Pag-load sa 10KG super dako nga 530 * 530mm nga yugto.
5 motion axis linkage system nga adunay adjustable speed.
Ang programa sa detection mahimong i-edit aron makaamgo sa mass automatic detection, ug awtomatikong maghukom sa NG o OK.
Ang operasyon yano ug paspas, dali nga makit-an ang target nga depekto, ug duha ka oras nga pagbansay aron makasugod.
Parameter
| X-ray tinubdan | Brand | Hapon Hamamatsu | |
| Matang | Sirado, Micro-focus nga lugar | ||
| Boltahe sa tubo | 130kV | ||
| Tube nga kasamtangan | 300μA | ||
| Spot size | 5μm | ||
| Kalihokan | Awtomatikong preheating | ||
| Flat panel detector | Brand | IRay | |
| Epektibo nga lugar | 130mm * 130mm | ||
| Gidak-on sa pixel | 85μm | ||
| Resolusyon | 1536*1536 | ||
| frame rate | 20 frame/s | ||
| Anggulo sa pagkiling | 60° | ||
| Ang yugto sa carbon fiber | Gidak-on sa plateform | 530mm * 530mm | |
| Max nga pcb | 500mm * 500mm | ||
| Max load | 10kg | ||
| Makina | Pagpadako | Geometric nga pagpadako 200X | Pagpadako sa sistema1500X |
| Max speed sa pagsulay | 3 s/punto | ||
| Dimensyon | L 1360mm, W 1365mm, H 1630mm | ||
| Net nga gibug-aton | 1350kg | ||
| Gahum | AC110-220V 50/60HZ | ||
| Max gahum | 1500W | ||
| Kompyuter | I3-7100 CPU, 4G RAM, 240GB SSD | ||
| Pagpakita | 24 ka pulgada nga HDMI display | ||
| Kaluwasan | Pagtulo sa radyasyon | Wala, internasyonal nga sumbanan: ubos sa 1 microsievert kada oras. | |
| Tingga nga bildobintana sa obserbasyon | Transparent lead nga bildo aron ihimulag ang radiation aron maobserbahan ang gisukod nga butang. | ||
| Safety interlockingsa atubangan ug likod nga mga pultahan | Sa higayon nga maablihan ang pultahan, ang X-ray tube gipaandarpalong dayon, ug ang X-ray dili ma-on sa dihang ablihan ang pultahan. | ||
| Ang switch sa pultahan sa kaluwasan sa electromagnetic | Kung ang X-ray gi-on, kini maka-lock sa kaugalingon ug dili makaabli sa pultahan. | ||
| emergency nga buton | Nahimutang tapad sa operating position, pindota aron mapatay dayon. | ||
| Proteksyon sa tubo sa X-ray | Human sa pagpalong sa X-ray, mahimo nimong biyaan ang software alang sa ubang mga operasyon. | ||
Software
|
magamitmodule | Operasyon | Keyboard ug mouse |
| Pagkontrol sa X-ray tube | Ang X-ray mahimong i-on o i-off pinaagi sa pag-klik sa buton gamit ang mouse, ug ang tinuud nga oras nga boltahe sa tubo ug mga kantidad sa karon sa tubo gipakita sa tupad niini.Mahimong i-klik sa user ang pataas ug paubos nga mga buton, o i-drag ang slide bar, o mano-mano nga pagsulod sa adjustment. | |
| Status Bar | Pinaagi sa kung ang pula ug berde nga nagpulipuli nga pagkidlap, kini nag-aghat sa interlock status ug preheat status State ug X-ray switch state. | |
| Pag-adjust sa epekto sa imahe | Ang kahayag, pagtandi ug pag-angkon sa imahe mahimong libre nga ipasibo aron makab-ot ang katagbawan Epekto. | |
| Listahan sa produkto | Mahimong tipigan sa user ang kasamtangan o hinumdoman ang kanhi gitipigan nga posisyon sa Z-axis, kahayag, kalainan, ganansya ug uban pang mga parameter.Ang parehas nga produkto mahimong direkta Gihinumdoman sa sunod nga higayon aron mapauswag ang kahusayan sa pag-inspeksyon. | |
| Nabigasyon nga bintana | Human makakuha ang camera og litrato sa plataporma, i-klik sa bisan unsang posisyon sa litrato, ug ang plataporma molihok hangtod ang posisyon mapakita sa screen. | |
| Motion axis nga estado | Ipakita ang real-time nga mga coordinate. | |
| Mga resulta sa pagsulay | Ipakita ang matag resulta sa pagsukod sa pagkasunodsunod (bubble ratio, distansya, nawong Produkto ug uban pang mga butang sa pagsukod nga gitakda sa kustomer). | |
| kontrol sa tulin | Ang paglihok nga tulin sa matag axis mahimong ipasibo sa hinay nga tulin, normal nga tulin ug paspas nga tulin. | |
|
Bubble ratepagsukod | Awtomatikong kalkulasyon | Pag-klik sa duha ka punto aron mahibal-an ang usa ka rectangle.Awtomatikong nakit-an ug gisukod sa software ang mga sulab sa bola sa solder, pad ug internal nga mga bula sa rektanggulo, ug makuha ang rate sa bula sa solder ball, lugar sa solder bal, sirkumperensya, labing taas nga ratio sa bula, gitas-on, gilapdon ug uban pang datos, Ug gamita ang pula ug berde. sa ipakita ang NG o OK. |
| Mga parametro sa pag-adjust | Ang user maka-adjust sa grayscale threshold, pixel, kalainan, gidak-on filter ug uban pang mga parameter aron makuha ang tukma nga resulta sa awtomatikong pagkalkula. | |
| Idugang ang mga bula nga mano-mano | Ang mga tiggamit mahimo’g magdrowing og mga polygon o libre nga mga graphic, nga gikalkula sa rate sa bula ingon mga bula. |
| Bubble ratepagsukod | Mga parametro sa tindahan | Mahimong tipigan sa user ang grayscale threshold, pixel, contrast, size filter ug uban pang mga parameter sa kasamtangan nga bula sa pagsukod, ug ang parehas nga produkto mahimong tawagan direkta sa sunod nga panahon aron mapaayo ang detection efficiency. |
| Ang ubanpagsukodmga gimbuhaton | gilay-on | I-klik ang duha ka punto A ug B aron itakda ang linya sa pakisayran kon gikinahanglan, ug dayon i-klik ang punto C aron masukod ang bertikal nga gilay-on gikan sa punto C ngadto sa reference line. |
| ratio sa gilay-on | Kasagaran kini gigamit sa pagsukod sa through-hole tin rate sa circuit board.Ang usa ka punto D gibutang labaw pa sa gisukod nga gilay-on.Ang bertikal nga gilay-on gikan sa punto D ngadto sa linya sa pakisayran gibahin sa bertikal nga gilay-on sa punto C aron makuha ang porsyento nga ratio sa ang bertikal nga gilay-on sa D ngadto sa C. | |
| anggulo | I-klik ang duha ka punto A ug B aron itakda ang baseline kon gikinahanglan, ug dayon i-klik ang punto C aron masukod ang anggulo tali sa BA ug BC ray. | |
| Bilog nga porma | Kini kasagarang gigamit sa pagsukod sa mga lingin nga sangkap sama sa mga bolang pangsolder.Pag-klik sa tulo ka mga punto aron makumpirma ang usa ka lingin, ug sukda ang sirkumperensiya, dapit ug radius. | |
| Kuwadrado | Kasagaran kini gigamit sa pagsukod sa mga sangkap nga kuwadrado, pag-klik sa duha ka punto aron makumpirma ang usa ka square, ug sukdon ang gitas-on, gilapdon ug lugar. | |
| awtomatikodetection | Itakda ang lokasyon sa mano-mano | Mahimong itakda sa user ang bisan unsang posisyon sa plataporma isip usa ka detection point, ug ang software awtomatikong mokuha ug mag-save sa hulagway. |
| Array | Alang sa mga punto sa pag-inspeksyon nga adunay regular nga kahikayan, ang tiggamit kinahanglan lamang nga magbutang og duha ka mga punto sa pag-inspeksyon ug ang gidaghanon sa mga laray ug mga kolum, ug ang software awtomatikong mokuha sa matag inspeksyon nga punto ug makaluwas. ang hulagway. | |
| Awtomatikong Pag-ila | Para sa mga detection point nga adunay klaro nga mga kinaiya, ang software mahimong awtomatik nga makaila sa piho nga lokasyon, ipahigayon ang pagsukod, ug i-save ang hulagway. |
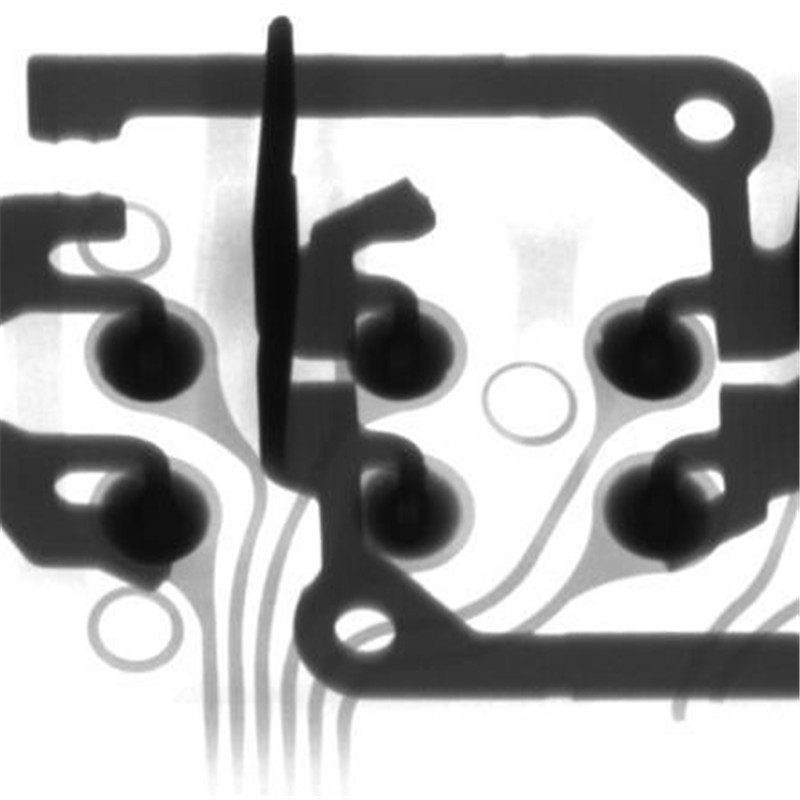
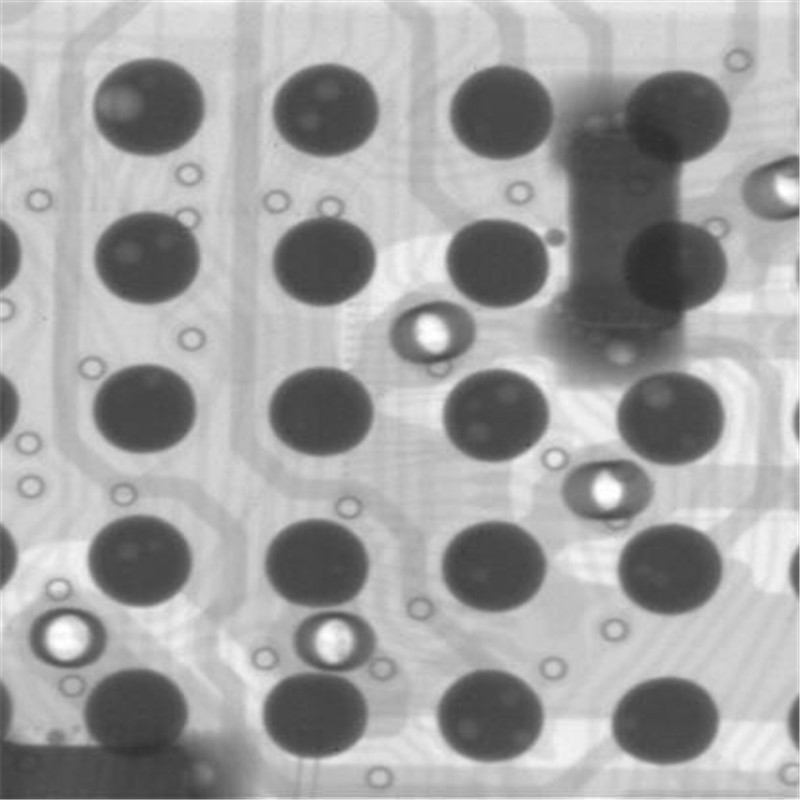
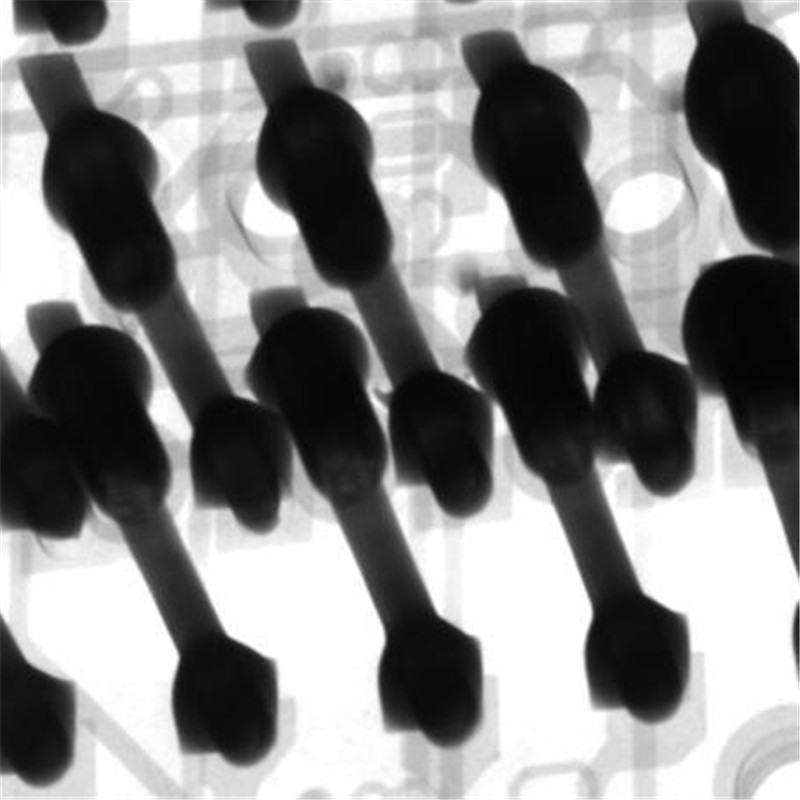
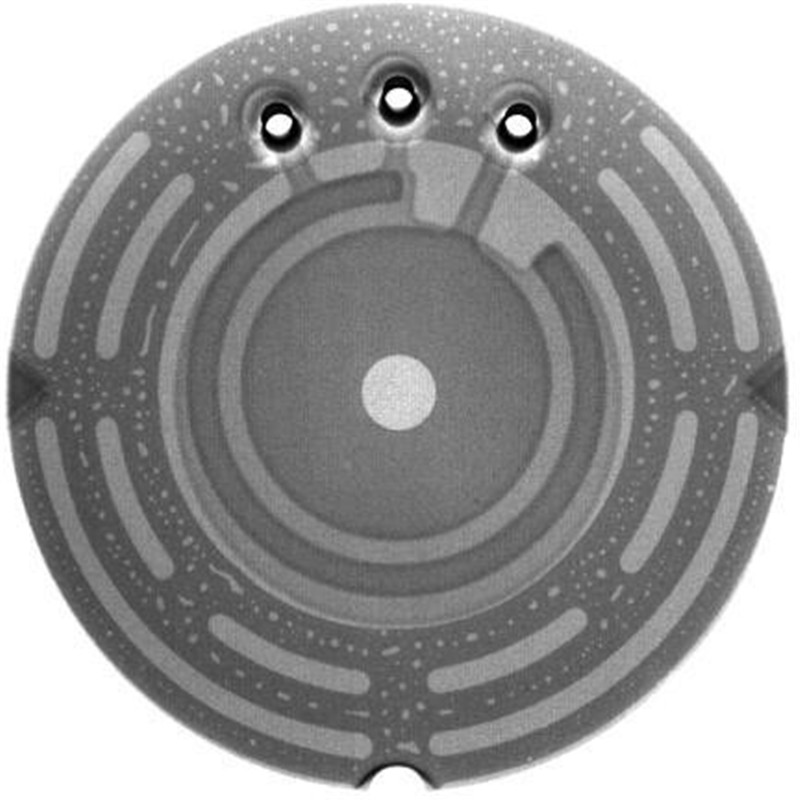
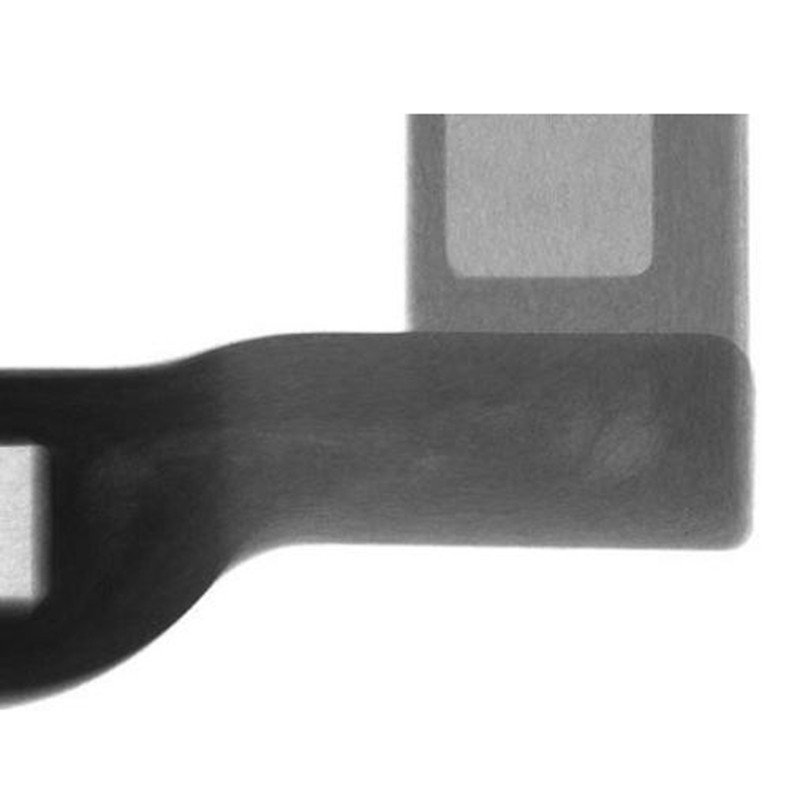
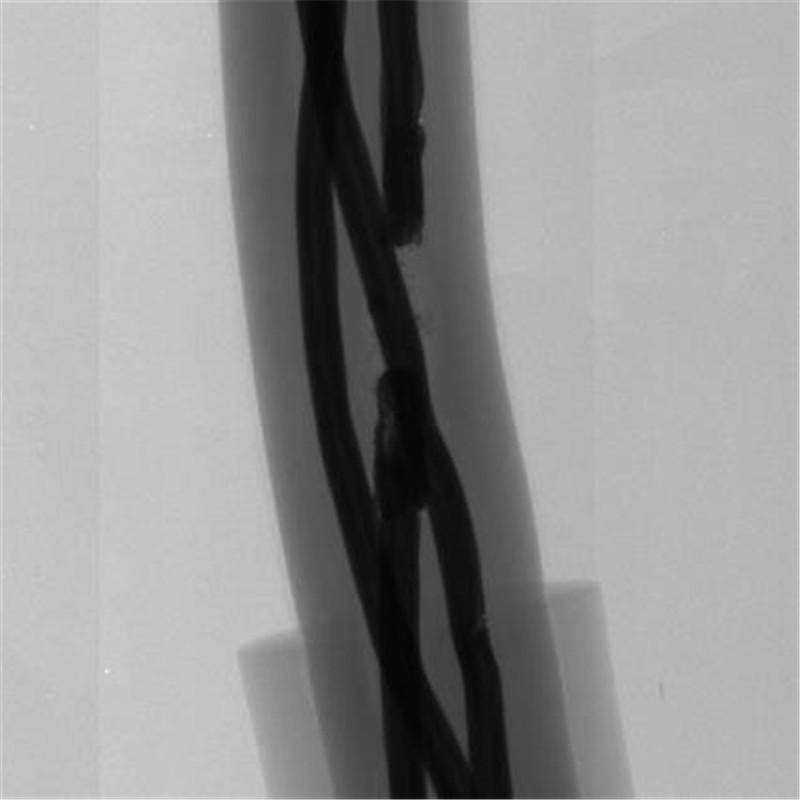
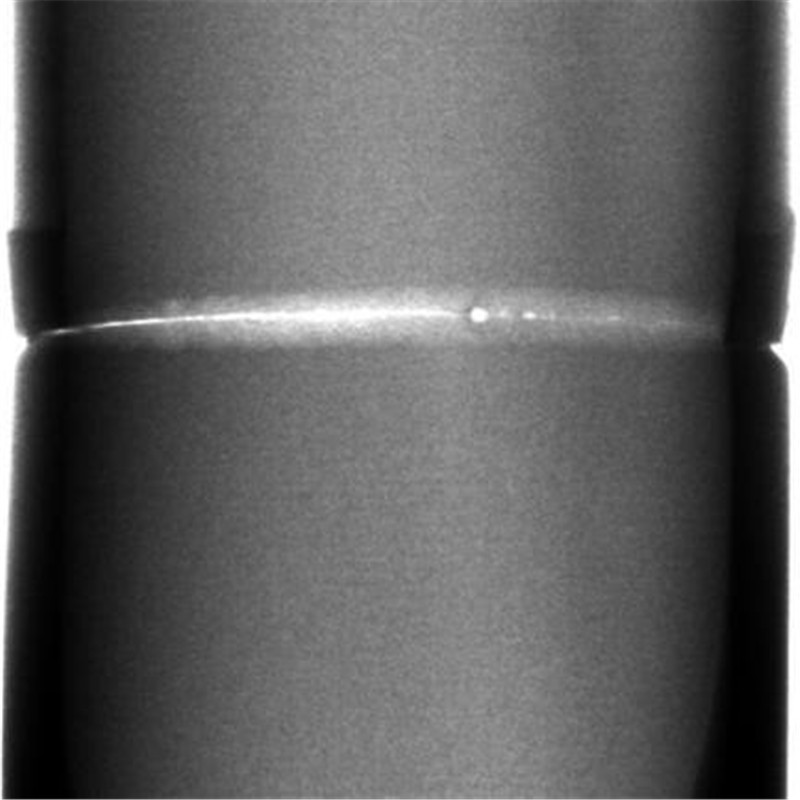
Mga aplikasyon sa X-RAY
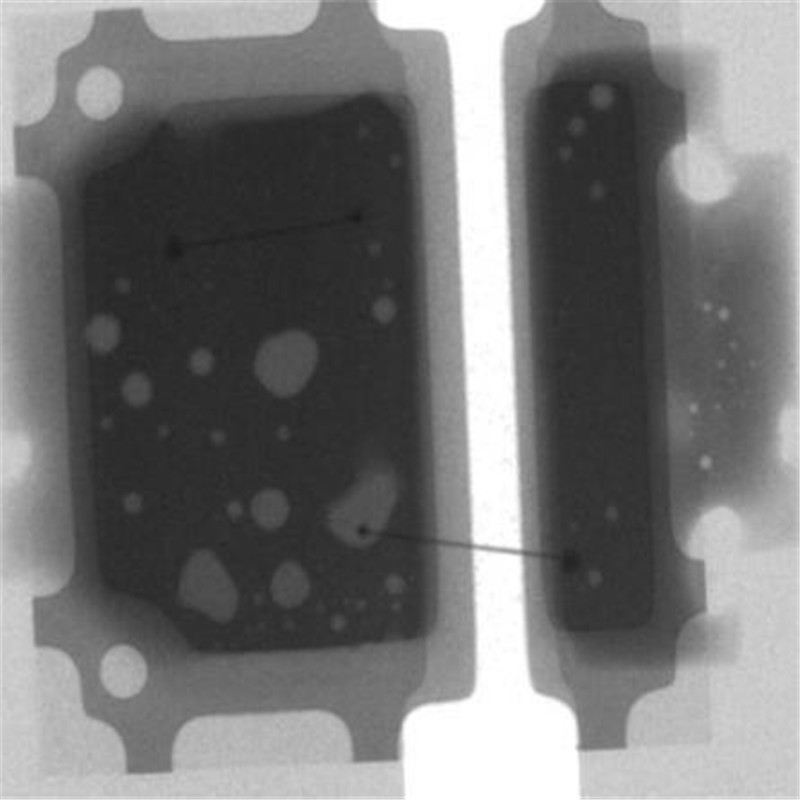
BGA solder nga koneksyon
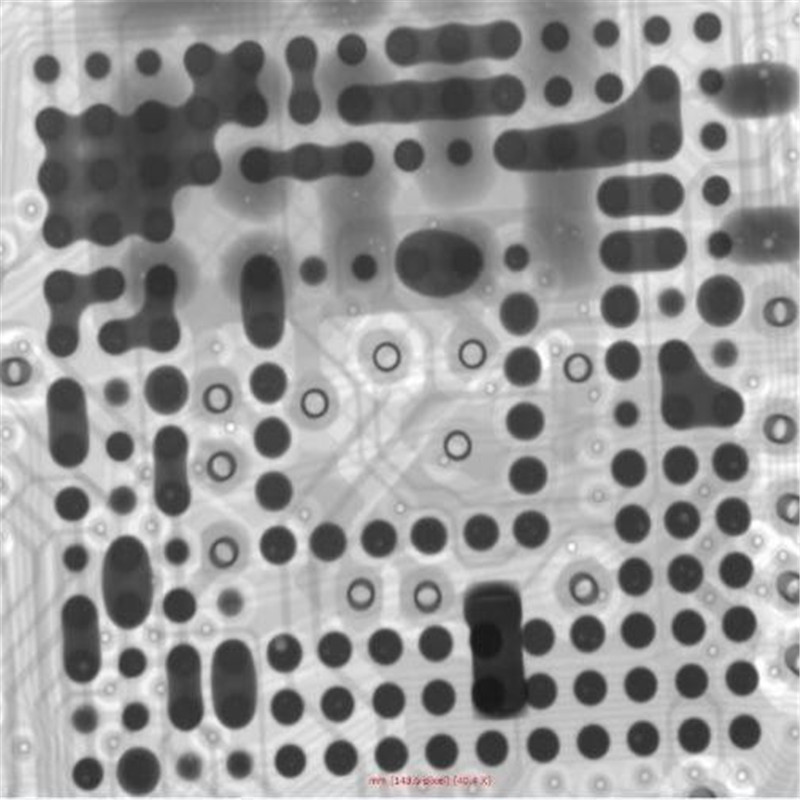
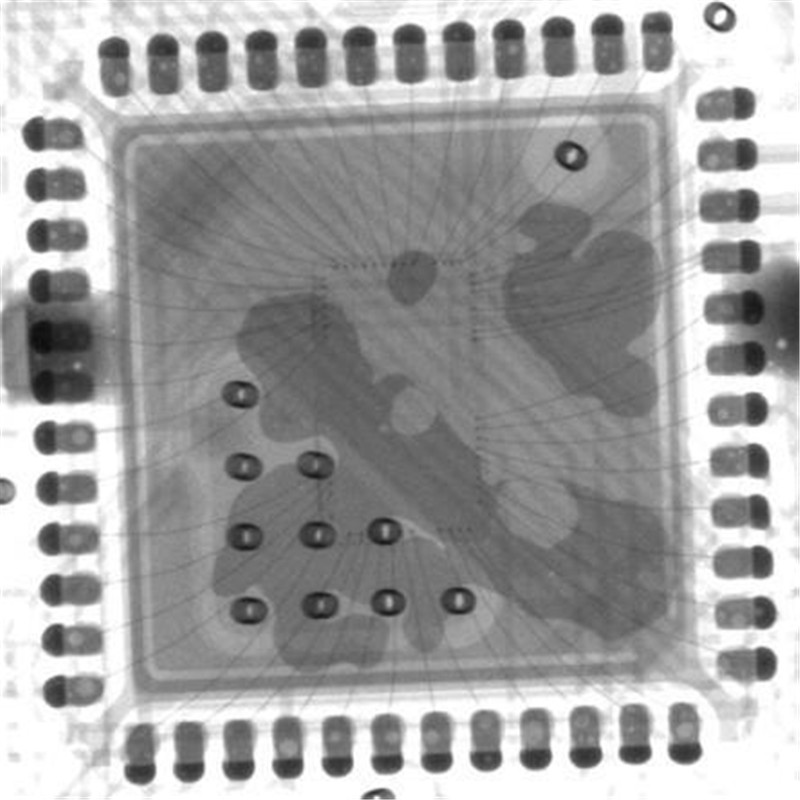
BGA bula
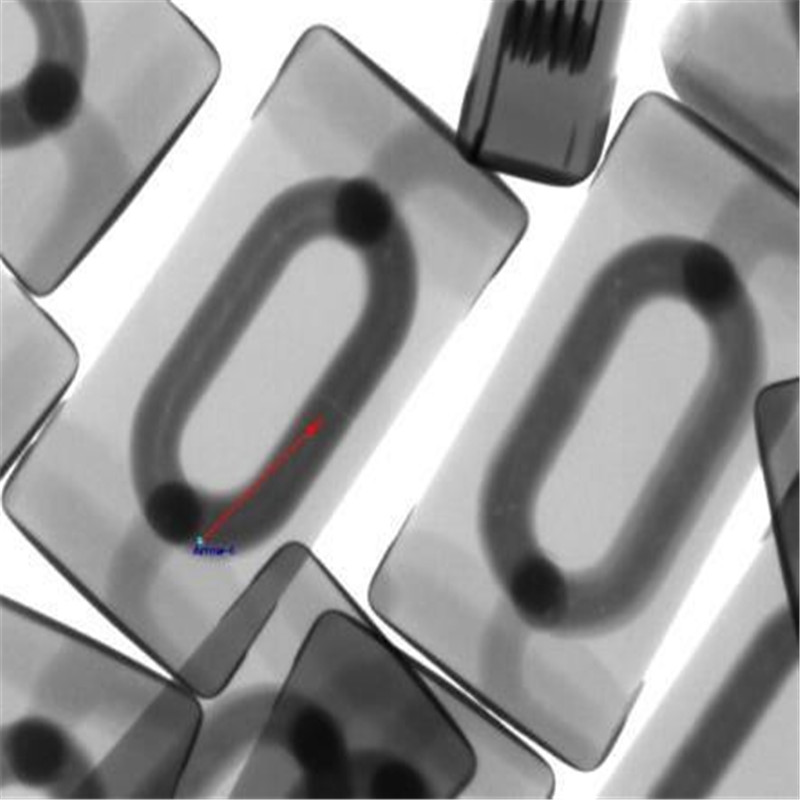
PCB Through-hole pinaagi sa lata
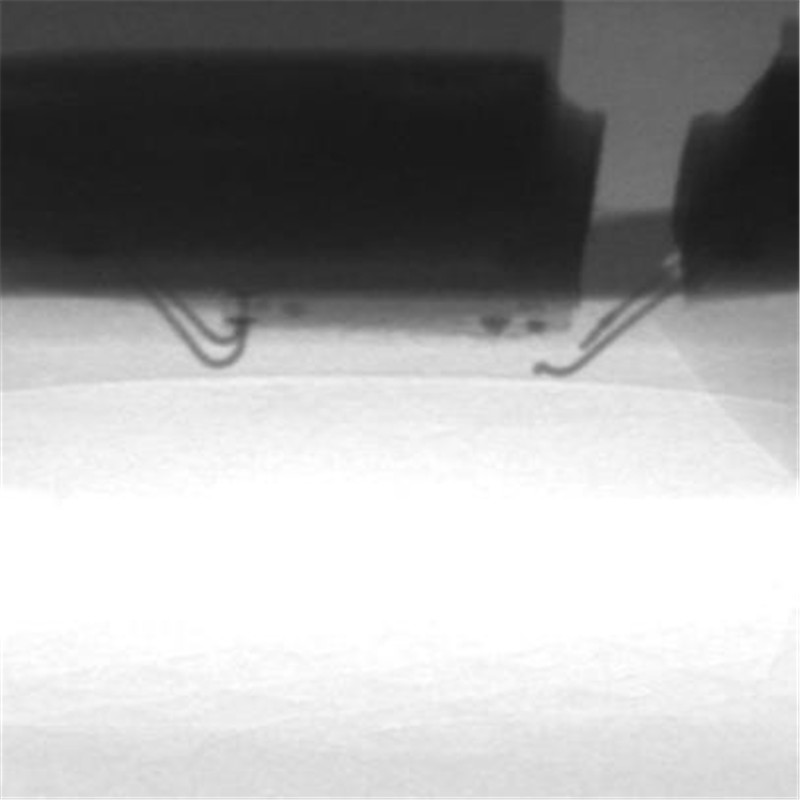
IC Bubbles ug bulawan nga hilo
LED welding bula
Led nga bulawan nga wire naputol
Kapasidad

Inductor
Sensor
Semiconductor discharge tube TSS

Glass fiber nga plastik
Kable
Diode

Steel pipe welding gintang
Kiss sa sakyanan